QingDao Coltex Refrigeration Environment Equipment Co., Ltd. is a high-tech enterprise specializing in research and development, production, sales, and service. Our company is committed to providing precise temperature control solutions for the power, industrial, energy storage, data center, and other industries.
Qingdao COLTEX Refrigeration Environment Equipment Co., Ltd. : The Leader in Precise Temperature Control Solutions
In key fields such as industry, energy storage, data centers, and telecommunications, temperature control is a core element in ensuring stable equipment operation and improving energy efficiency. As a high-tech enterprise integrating research and development, production, sales, and service, COLTEX focuses on the research and manufacturing of industrial air conditioning, energy storage air conditioning, computer room air conditioning, and telecommunications cabinet air conditioning units with outstanding technical strength and innovative spirit. It is committed to providing accurate and reliable temperature control solutions for global customers.
Core technology, creating a quality benchmark
QingDao Coltex Refrigeration Environment Equipment Co., Ltd. is driven by technological innovation and has a temperature control technology system with independent intellectual property rights. Its products cover industrial grade precision air conditioners, specialized temperature control equipment for energy storage systems, energy-saving air conditioners for data centers, and intelligent cooling systems for telecommunications cabinets. The company has obtained ISO 9001 quality management system certification, CE international safety certification, and industry energy efficiency standard certification to ensure that every equipment complies with international standards and meets the stable operation requirements in extreme environments.
Full scenario solution, empowering industry upgrading
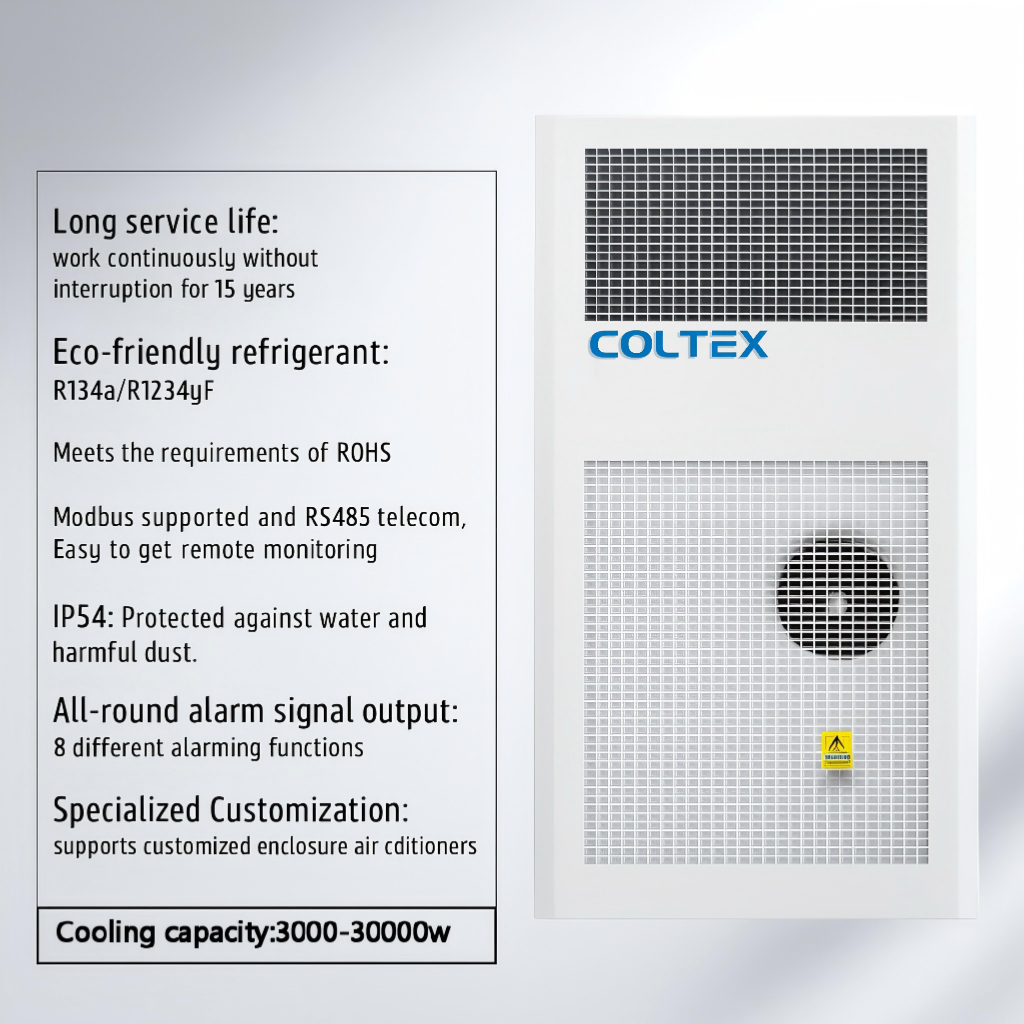
Industrial air conditioning: provides customized temperature control solutions for complex industrial environments such as high temperature, high humidity, and high dust, helping the manufacturing industry reduce costs and increase efficiency.
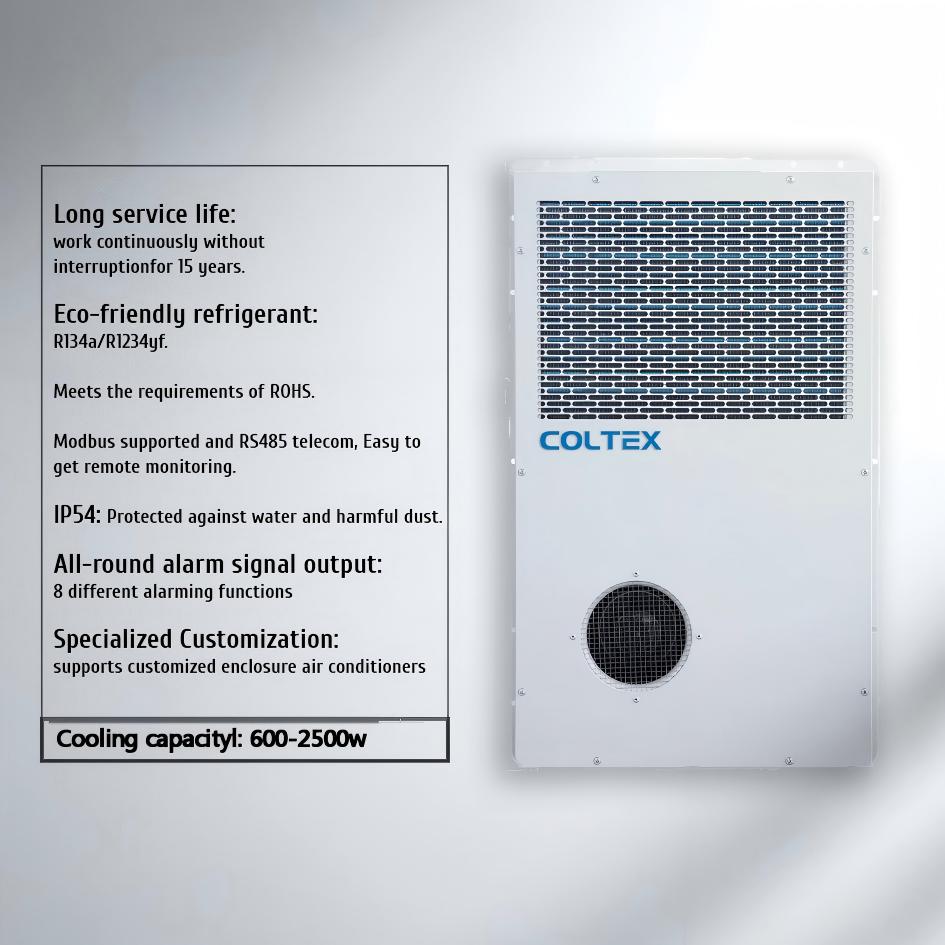
Energy storage air conditioning: designed specifically for new energy storage systems, achieving precise temperature control of battery packs, extending their lifespan, and improving charging and discharging efficiency.
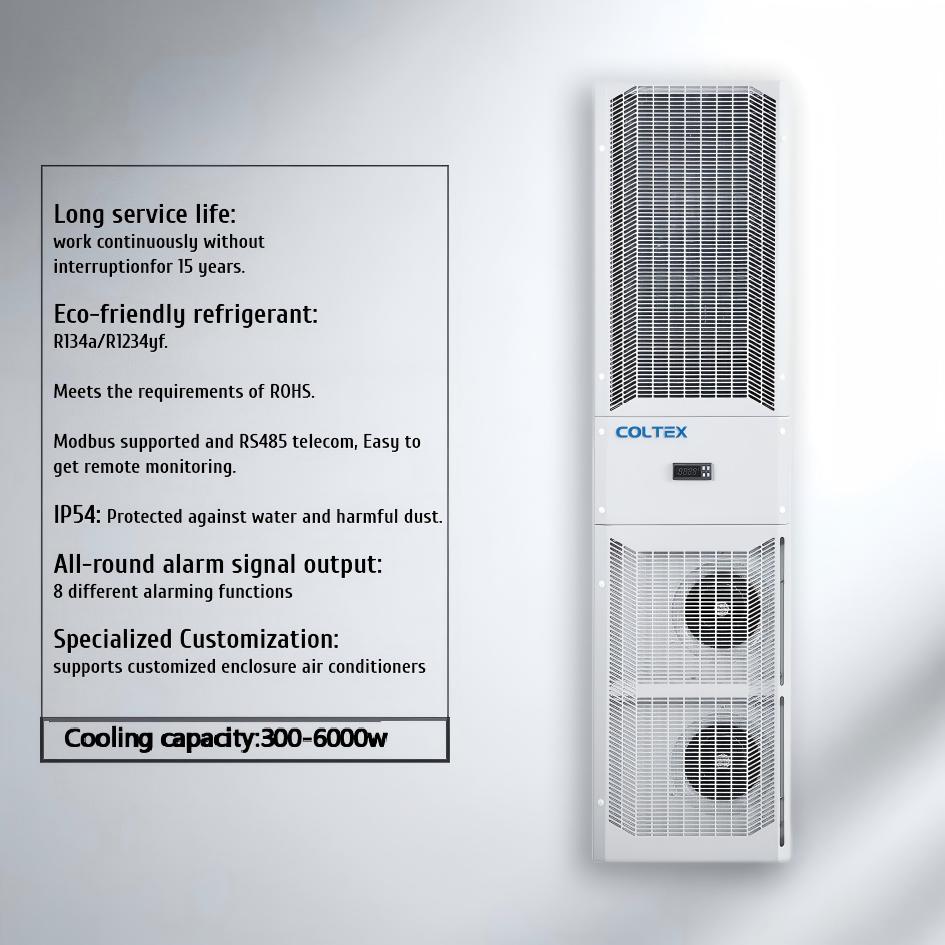
Computer room air conditioning: using intelligent frequency conversion technology to provide efficient cooling for data centers, with PUE values optimized to industry-leading levels.
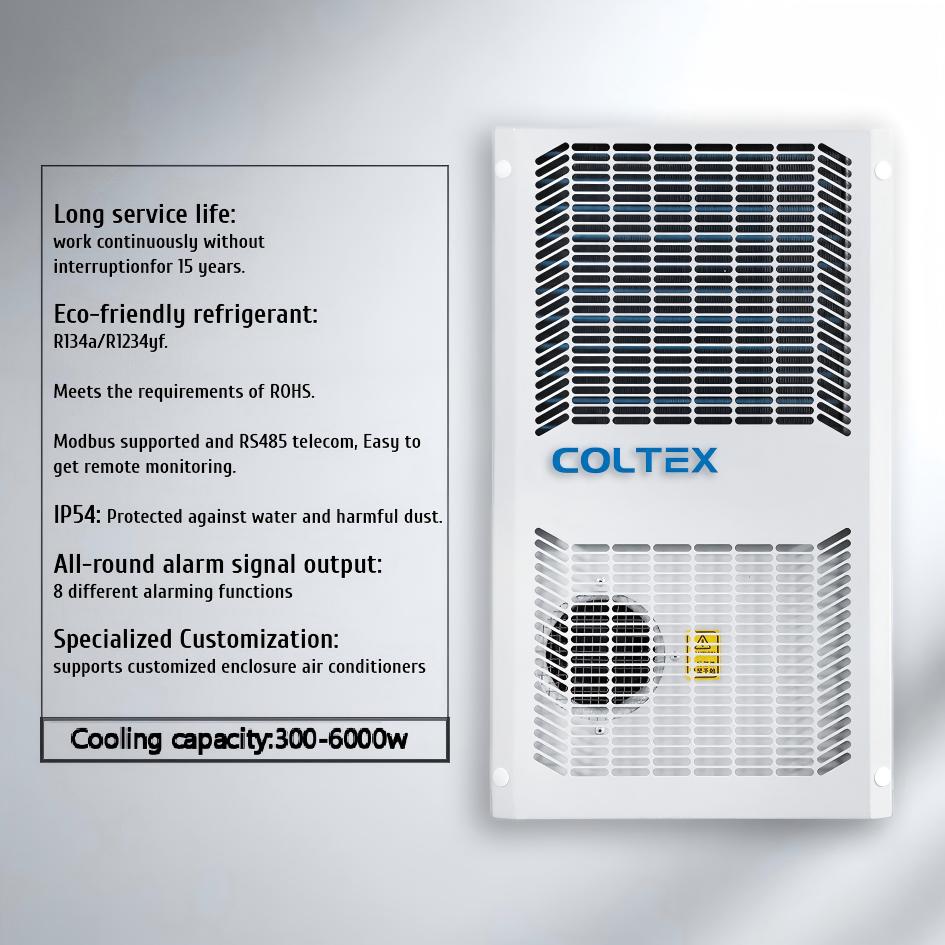
Telecom cabinet air conditioning: Integrated IoT monitoring function, real-time adjustment of cabinet microenvironment, ensuring zero fault operation of 5G base stations and communication equipment.
Advantages of the entire industry chain, building core competitiveness
R&D strength: Established a research and development team led by a PhD, with an average annual investment of over 15% of revenue for technology iteration, and obtained more than 50 national patents.
Intelligent Manufacturing: Introducing fully automated production lines from Germany to achieve full digital control from sheet metal processing to complete machine assembly, with a product yield rate of 99.8%.
Global Service Network: Establishing 6 regional service centers in Asia, Europe, and the Americas, providing 24-hour technical response and lifelong maintenance support.
Customer value orientation, win-win future
Qingdao COLTEX Refrigeration Environment Equipment Co., Ltd. , with the mission of "precise temperature control, intelligent manufacturing for the future", has provided customized services to over 2000 global enterprises, including top companies such as State Grid, Huawei, and CATL. The company transforms cost advantages into customer value through large-scale production and supply chain optimization, with product prices 20% -30% lower than international brands. At the same time, it provides a 5-year ultra long warranty, realizing the dual commitment of "high quality and high cost-effectiveness".
Sustainable development, fulfilling the green mission
As an advocate for green temperature control, COLTEX products use environmentally friendly refrigerants (R32/R290), which increase energy efficiency by 30% and reduce carbon emissions by over 100000 tons annually. The company actively participates in the formulation of industry standards and promotes the evolution of temperature control technology towards low-carbon and intelligent directions.
The core R&D team of Coltex Company comes from a well-known industrial refrigeration enterprise in the United States, with world-leading industrial refrigeration technology. The mature temperature control scheme has served European and American customers and large domestic enterprises for many years, and continuously provides reliable, stable and energy-saving cooling schemes for customers' equipment. The company's products are widely used in smart grid, wind power, data center, communication, mechanical equipment, new energy and other industries, and its excellent quality and reasonable price have won the trust of more and more customers.
Coltex has first-class processing equipment, advanced automatic production line and skilled operators, which provide guarantee for the rapid delivery of products and win the market for customers. The company has passed the ISO9001 quality management system certification, and its products have passed the CE certification. Its strict quality control system and advanced management methods continuously provide customers with high-quality and reasonable-priced products, and empower customers to create value.
QingDao Coltex Refrigeration Environment Equipment Co., Ltd. main products: Alkol cabinet air conditioner , Alkol Telecom cabinet Air conditioner , Alkol industrial enclosure Air conditioner , Alkol Industrial air conditioning , Alkol Outdoor electric enclosure air conditioner
QingDao Coltex Refrigeration Environment Equipment Co., Ltd., Based on technology and customer-centric, we continuously provide "temperature protection" for global industrial and digital infrastructure, creating maximum value for every kilowatt hour of electricity.